在侧流免疫试纸条的研发中,大多数的注意力都在寻找好的检测方法,或者最佳抗体/抗原。然而,如本文所述,为了生产差异小、品质高的产品,应确保底板、黏合剂和封面胶带等基本组件之间具有良好的兼容性。试纸条材料的选择和安装也非常关键。
1、基板
试纸条的组成材料大多纤薄易损,如硝酸纤维素、玻璃纤维垫、纤维素样品垫和吸水垫。因此,组装试纸条需要支撑骨架。如图1所示,这种骨架通常称为衬垫或背衬。
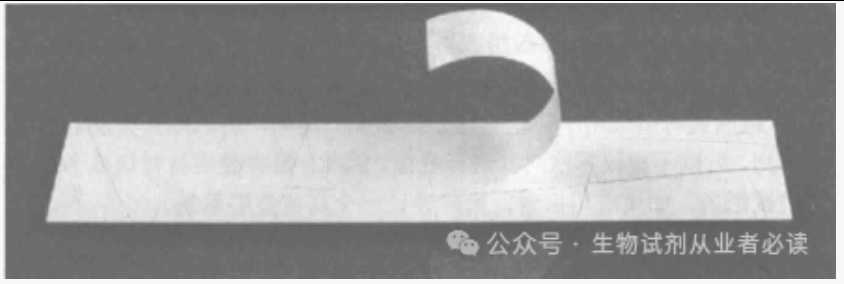
图1 衬里部分剥离的典型背村卡
为了满足特定的检测要求,衬垫通常都是定制化设计。传统衬垫由三部分组成:半刚性塑料、压敏黏合剂和衬垫。最常用的塑料是聚苯乙烯、乙烯基(聚乙烯或 PVC)和聚酯。定制材料也可以向经验丰富的经销商和体外诊断配件供应商购买,如G&LPrecision Die Cutting公司(San Jose,California),Millipore 公司(Billerica,Massachusetts),Adhesive Research 公司(Glen Rock, Pennsylvania)和 Whatman 公司(Florham Park,New Jersey)。常用厚度为以下三种。
(1)0.005英寸@的聚酯:
(2)0.010英寸的聚苯乙烯、聚酯和乙烯树脂;
(3)0.015 誼英寸的聚苯乙烯和乙烯基。
设计试纸条需要重点考虑的一个因素是衬垫厚度。装入固定支架、测试杯或者塑料外壳的试纸条通常采用0.005~0.010英寸的薄衬垫。独立包装的试纸条衬垫厚度一般为 0.010~0.015英寸。除非特殊要求,否则不要选择厚度大于0.015 英寸的衬垫,因为过厚容易发生卷曲,影响试纸条的组装。把材料切成单个试纸条时也可能产生问题。厚的衬垫需要更大的切割力,这可能导致条带边缘出现隆起或发生扭曲,从而錨榴影响样品流动。一般来说衬垫的厚度要足以支撑试纸条,但又不能太厚鉕嫰赝结否蛱猼畴则切得不规整,也会增加不必要的成本。定制薄膜、吸水材料、硬质塑料有时也作为特殊用途的衬垫。最初设计产品时,可与一个或多个经验丰富的经销商进行研究或咨询,确定新产品的最佳用材。
2、背衬形式
塑料衬垫有预切卡(或称为板材)和辊压式两种形式。虽然许多厂家认为预切卡是最为常用且灵活的,但是人们对自动或半自动辊压衬垫的需求量却不断增加。如塞果壎雜運沟理不¹当苪入,衬垫会发生卷曲,引起衬里和黏合剂相互挤压、变皱。所以要谨慎选择最合牖晡薑进的款式。考虑这两种衬垫的一般准则有以下两方面。
(1)衬垫卡更适合手工装配。其处理步骤简单,也易维持材料平整度。可以先组装一部分然后储存起来作备用或再次精加工。它是最有效率也是现今应用最广泛的款式。但是,衬垫卡不适合自动化生产,属于劳动密集型产品。
(2)辊压式衬垫适用于自动化流水线装配。然而,将试纸条叠层后通常会造成厚度不均,所以不建议再次对其进行卷曲。因此,要将叠层材料切成卡或者流水线装配的试纸条。如果选用后者,则应设计一个高速叠层系统。
3、诊断级黏合剂
选择衬垫时需要重点考虑的一个问题是黏合剂。不同合剂的特点是不相同的。考虑到其他侧流部件的费用,此处并不是一个削减成本的地方。应特别注意选择具有以下特点的黏合剂:
(1)切割时不要过多地粘到刀刃上
(2)不迁移到结合垫、样品垫、背衬膜或无背衬膜上(即惰性黏合剂)
(3)与试纸条生物成分兼容,并且不影响试剂或膜的稳定性
(4)与稳定的保护性释放衬垫兼容
(5)专门定制的诊断级压敏黏合剂
已证实橡胶和工业丙烯酸黏合剂可以浸出化学物质、溶剂和其他添加剂,该性质可能影响材料的黏合,或干扰受试物,造成假阳性或假阴性结果。丙烯酸类黏合剂特别容易释放出溶剂和塑化剂。使用者要选择购买资深供应商的诊断级黏合剂,以免发生以上情况。
侧流免疫试纸条用得最多的就是压敏黏合剂,称为“PSA"。在受力情况下即可黏合,无需加热、加水或添加其他化学物质。一般“浸湿”或者固定 PSA 24h 后,可达到最大黏性。对于不易黏合的垫材,如玻璃纤维垫,这点很重要。如果元件没有黏好或者切割时脱落,可能是黏合时间不够。
4、衬垫
为了在组装期间或之前保护黏合剂,必须在黏合剂上放一张保护衬垫,其可以是经过处理的纸或薄膜。纸质衬垫还需要进行防潮处理。脱模剂一般为硅树脂涂层,以便于衬垫容易从黏合剂上剥离。
体外诊断试纸条的衬垫通常为“背分裂(backsplits)”,以便于组装。衬垫的背分裂为定制的预切割刻痕,有时也被称为吻切口、背面刻痕或背面划痕。一个完全背割是指完全切穿衬垫,能刚好接触到黏合剂。背分裂不能切穿塑料底板,因为这不利于材料的完整性。图3.2是典型侧流免疫层析试纸条的尺寸示意图。注意所有尺寸都是从底部测量。
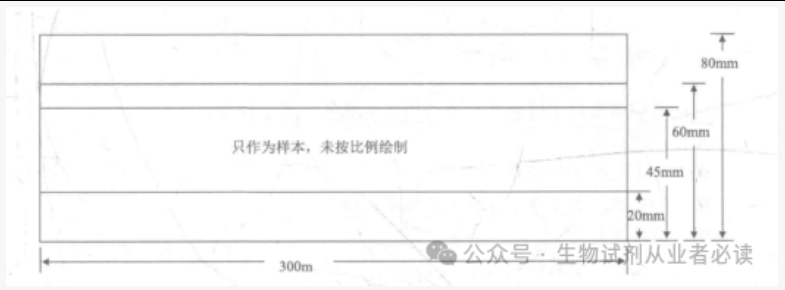
图2典型侧流免疫层析试纸条的尺寸(只作为样本,未按比例绘制)
从底部到顶部的各个组成部分分别是:吸水垫(20mm)、硝酸纤维素膜(25mm)、结合垫(15mm)与样品垫(20mm)。为每个独特的产品设计的定制切割尺寸,这通常称作“模具”。该模具可以重复使用,仅需一次投资。确保试纸条各组件正确安装,包括重叠部位,是生产优质、高重复性试纸条的关键。确定重叠层和衬垫刻痕位置时一个不能忽视的问题便是材料宽度的公差(误差)。样品垫、结合垫、膜和吸水垫的典型公差在士0.25mm到士0.50mm 范围内,且不同制造商之间有所区别。背衬宽度的典型公差在土0.35mm内,而衬垫刻痕位置宽度椛胥牁对的典筐型鞧栚附公差为士0.005mm内。设计重叠部位时要考虑试纸条的尺寸和公差范围,这对于生产优质试纸条来说非常重要。
5、部件装配与合同制造
经验丰富的技术顾问和供应商常常为客户们提供许多增值服务和分装选项,帮助客户尽快把产品推向市场。部件装配服务包括定制化叠层,这需由客户自备材料,如硝酸纤维素膜、结合垫、吸水垫和封面胶带。还可以提供在干燥室组装活性材料的服务。缩小部件叠层的公差可以提高试纸条间的一致性和准确度,还可以减少材料的浪费,尤其是对于手工叠层。总而言之,这种方法使得制造商们无须增加额膜劳动力即可应对生产旺季,大大节省了成本。而且也节省了研发团队的时间,方便他们集中精力研究试纸条的化学性质和检测方案,最终更快地将产品推向市场。除了部件装配以外,技术顾问还提供定制化服务,如给底板卡雕刻注册商标、降低试纸条组件的错位率、喷涂黏合剂,以及生产无黏合剂的部件。随着市场对可定量和高灵敏度检测产品的需求越来越大,制造商们开始寻求宽度公差更趙濾的原料。经验丰富的技术顾问可以提供比原料供应商更精准的试纸条组件。
6、封面胶带
印刷薄膜通常用于叠层顶部或者用作试纸条的封面胶带。典型用途有:
(1)检测识别
(2)指示检测方向的箭头
(3)停止线,表示条带应浸入液体样品的上限
(4)商品名称
(5)制造过程中的识别
(6)保护脆弱的组件(即玻璃纤维垫)
封面胶带材料一般为薄的柔性膜,一侧涂有黏合剂,另一侧可印刷。膜呈白色透明或不透明状,柔性印刷工艺可印刷任何颜色、文字或符号。每种设计都需要有其独特的印刷版本。正向打印时,文本颜色为油墨的颜色;反向打印时文本无色,周围背景有颜色。
各公司可提供不同颜色的封面胶带以满足客户的需求。这有助于我们识别生产平台上有着相似尺寸和基底材料,但化学性质截然不同的试纸条。通常将成品置于包装盒中,不显露封面胶带。
改变试纸条组分、配方和切割方式时,都需要重新评估封面胶带的性能。例如,把纤维素垫换成玻璃纤维素垫可能会显著改善试纸条的性能,但是要求封面胶带有足够的黏着力,因为玻璃纤维的孔径较大。另一个常见问题就是改变切割方式。虽然改用旋转切刀可以提高生产效率,但许多旋转切刀会使试纸条扭曲变形,从而导致封面胶带移位,甚至完全脱离试纸条。
7、组装和层压
侧流免疫试纸条的组装方式是多种多样的。其中包括手工装配、手工夹具、灯箱、真空外壳系统、大型自动化流水线层压系统等。以上方法均有效,可以通过适当调整满足各种生产需要。
手工装配时,只能根据衬垫的压痕来组装试纸条各部件。夹具和灯箱会显示每一部件的位置,并辅助手工装配。
几家公司提供蛤壳式层压机,其需要针型定位器、成形托盘和真空压力来辅助。将组件放置在具有正确层压位置的一侧上,然后关闭蛤壳,将两侧压在一起并将材料层压到底板上。除了这些批量层压机,制造商还推出了定制化的流水线层压系统。设计得当的流水线系统可以自动控制张力,完成试纸条各部件的叠层。在各种仪器设备和设计的基础上,研究人员可以迅速扩大生产,几乎不会遇到什么技术障碍。
不管使用哪种层压方法,时间一定要充足,保证充分黏合。一般试纸条需要花几个小时去完成,对于含有高表面活性剂、玻璃纤维素垫或者其他难黏合的材料,需要的时间可能更长。